볼트를 체결하려면 당연히 구멍을 뚫어야 합니다. 탭을 내든, 관통 홀을 내든 어떤 형태로든 구멍이 필요하죠. 그런데 막상 도면을 그리다 보면 단순한 드릴 홀만으로는 안 되는 상황이 꽤 자주 생깁니다. 면이 울퉁불퉁한 주물품이라든가, 볼트 머리가 튀어나오면 안 되는 구조라든가.
“자리파기, 카운터보어, 카운터싱크 — 비슷해 보이지만 쓰는 이유가 전부 다릅니다.”
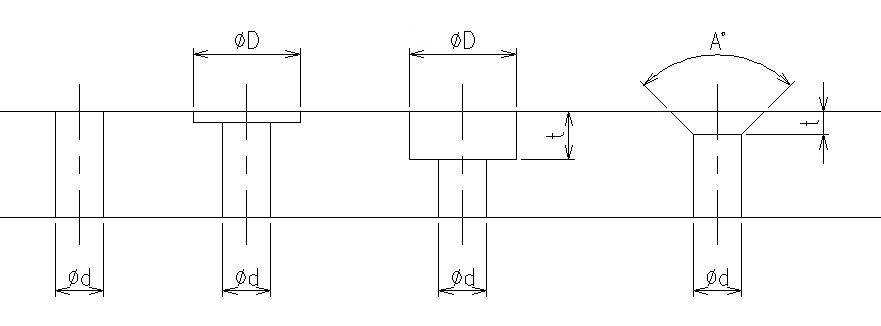
이번 글에서는 일반 홀, 자리파기(스폿 페이싱), 카운터보어, 카운터싱크가 각각 어떤 상황에서 쓰이는지, 그리고 실제 도면에 적용할 때 알아야 할 KS 규격 치수까지 같이 정리해 보겠습니다.
1. 일반 홀 (Drill Hole)
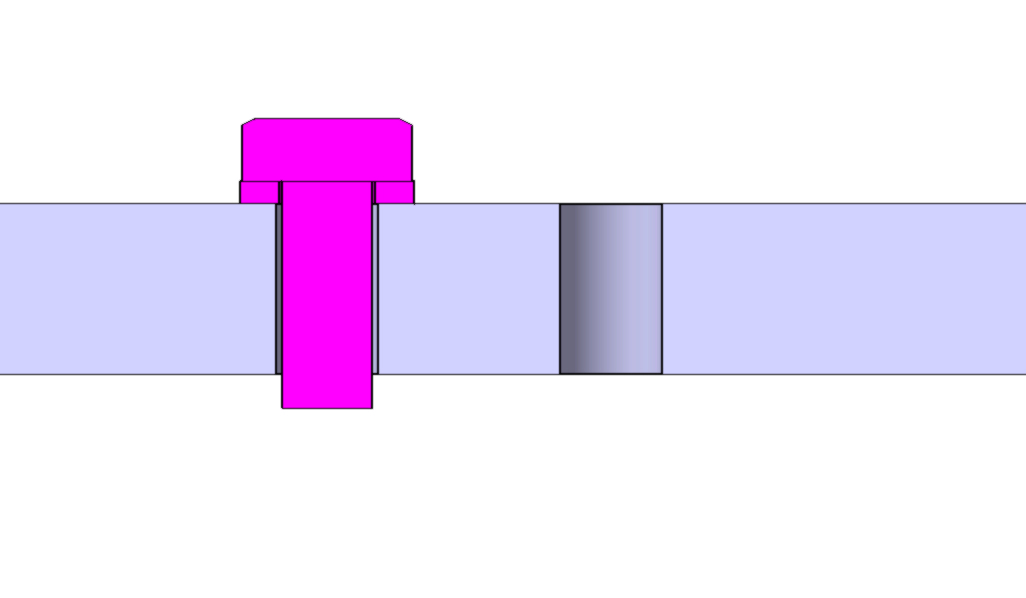
제일 기본입니다. 볼트 외경보다 살짝 큰 사이즈로 드릴을 돌려서 관통 구멍을 내는 것이죠. M8 볼트면 9파이, M10이면 11~12파이 정도로 뚫어서 클리어런스를 줍니다.
쓰는 조건은 간단합니다. 볼트가 앉을 면이 이미 기계 가공이 되어 있어서 평탄하면, 그냥 일반 홀로 충분합니다. 별도로 면을 다듬을 필요가 없으니까요.
다만 여러 개의 볼트를 동시에 체결하는 대형 용접 구조물 같은 경우, 구멍 위치가 미세하게 틀어지는 건 피할 수 없습니다. 그래서 현장에서는 도면 치수보다 여유값을 좀 더 넉넉하게 주기도 하고, 반대로 위치 정밀도가 중요하면 드릴링 후 리머(Reamer) 가공을 추가하거나 별도의 핀(Pin) 홀을 둬서 위치를 잡습니다.
2. 자리파기 (Spot Facing)
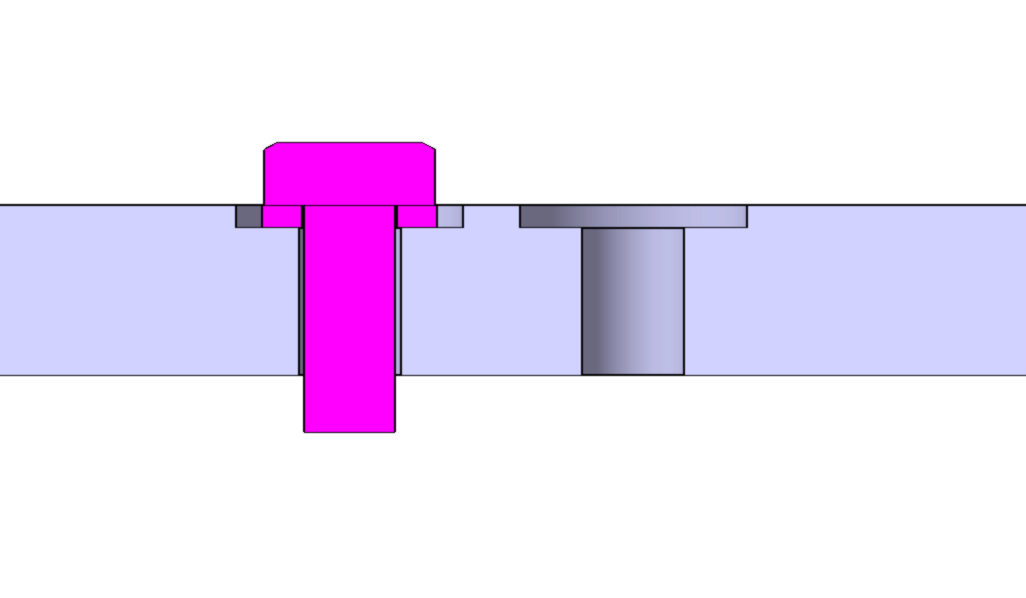
자리파기는 구멍 주위 표면만 살짝 깎아서 볼트 머리나 너트가 앉을 평면을 만들어 주는 가공입니다. 깊이가 아니라 면의 평탄도를 확보하는 게 목적이라는 점이 핵심입니다.
언제 쓰냐면, 주물이나 단조품, H빔 같은 형강류처럼 표면이 거칠거나 약간 기울어진 부품에 볼트를 체결할 때입니다. 이런 면에 그냥 볼트를 조여버리면 볼트 머리 한쪽에만 힘이 몰리는 편하중이 생기거든요. 그러면 진동에 볼트가 풀리거나, 심하면 볼트 자체가 꺾여서 부러집니다.
도면에 자리파기를 지시할 때는 “몇 mm”로 깊이를 콕 찍어서 지정하는 경우보다, “표면이 평면이 될 때까지 가공할 것” 이런 식으로 쓰는 경우가 더 많습니다. 보통 1~2mm 정도만 파내면 되는데, 너무 깊게 파면 오히려 부품 강도가 떨어지니까 적당선에서 끊어야 합니다.
3. 깊은 자리파기 — 카운터보어 (Counterbore)
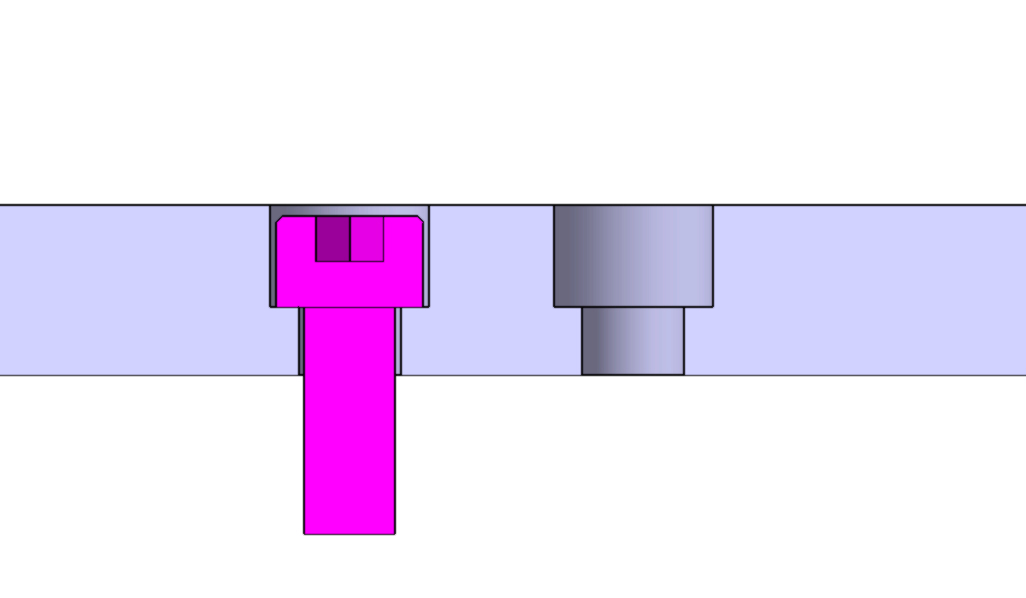
현장에서 그냥 “카운터보어” 또는 “씨보어(C’Bore)”라고 부릅니다. 일반 드릴 홀을 뚫은 다음, 볼트 머리가 들어갈 만큼의 더 큰 원통형 홈을 한 번 더 파내는 방식입니다.
목적은 단순합니다. 볼트 머리를 부품 안쪽으로 완전히 집어넣는 것입니다. 실무에서는 육각 구멍 붙이 볼트, 그러니까 렌치볼트하고 거의 세트로 쓴다고 보면 됩니다. 체결 면 위로 다른 부품이 슬라이딩하면서 지나간다거나, 장비 커버 표면을 매끄럽게 유지해야 할 때 주로 씁니다. 돌출된 볼트 머리에 작업자 옷이 걸리는 안전 문제도 있고요.
그런데 여기서 초보 설계자들이 자주 놓치는 게 있습니다. 바닥 살두께입니다. 예를 들어 판재가 10t인데 M8 카운터보어를 넣으면 깊이가 약 8.6mm니까, 바닥에 남는 두께가 1.4mm밖에 안 됩니다. 이 상태에서 볼트를 세게 조이면 바닥이 뚫려버리거든요. 이럴 때는 얇은 머리 볼트(Low Head Cap Screw)로 바꾸든가, 설계 자체를 재검토해야 합니다.
4. 카운터싱킹 (Countersinking)
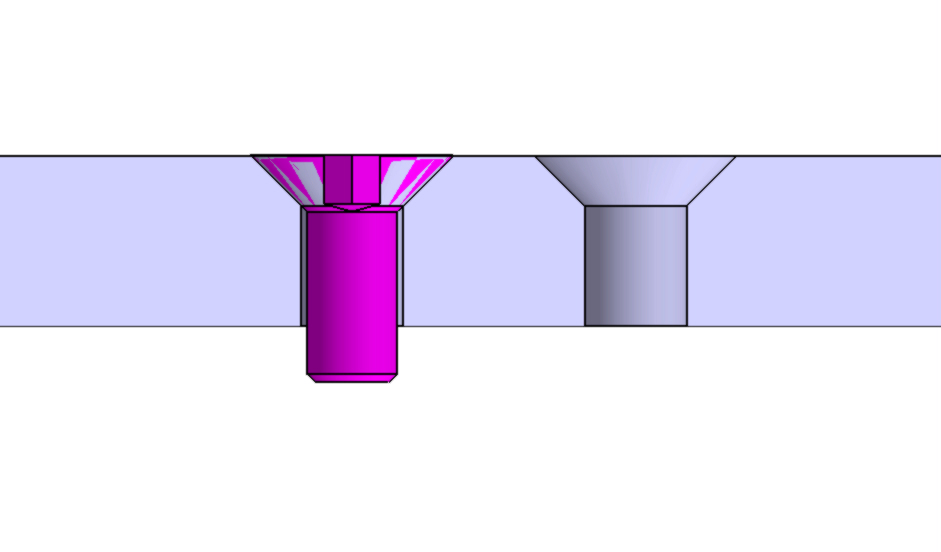
홀 입구를 원뿔 모양으로 넓게 깎아내는 가공입니다. 나팔 모양이라고 생각하면 됩니다.
이건 접시머리 볼트(Countersunk Head Screw) 전용이라고 보면 됩니다. 접시머리 볼트는 머리 아랫면이 쐐기처럼 경사져 있어서, 그 각도에 맞춰 홀 입구를 파줘야 볼트가 딱 맞게 들어가면서 표면과 평평해집니다. 카운터보어를 가공할 만큼 두께 여유가 안 나오는 얇은 철판이나 브라켓에서 볼트 머리를 안 튀어나오게 하려면 이 방법을 쓰면 됩니다.
카운터싱크에서 가공 불량이 제일 많이 나는 원인이 각도입니다. KS 규격 접시머리 볼트는 보통 90도(한쪽 45도)인데, 수입 부품이나 항공기용 볼트는 82도, 100도, 120도 등 각도가 제각각입니다. 면취기(카운터싱크 툴)도 각도별로 따로 나오기 때문에, 볼트 규격 확인 없이 무조건 90도로 깎아놓으면 볼트 머리가 뜨거나 푹 꺼져서 다시 가공해야 하는 상황이 생깁니다.
5. 한눈에 비교
| 구분 | 일반 홀 | 자리파기 | 카운터보어 | 카운터싱크 |
|---|---|---|---|---|
| 형태 | 단순 관통 구멍 | 홀 주위 얕은 평면 가공 | 원통형 단차 홈 | 원뿔형 경사 홈 |
| 주 목적 | 볼트 통과 | 착좌면 확보 | 볼트 머리 매립 | 접시머리 볼트 매립 |
| 적용 상황 | 평탄한 가공면 | 주물·형강 등 거친 면 | 머리 돌출 불가한 구조 | 얇은 판재, 머리 돌출 불가 |
| 주로 쓰는 볼트 | 육각볼트, 와셔 조합 | 육각볼트 | 렌치볼트(육각 구멍 붙이) | 접시머리 볼트 |
6. 규격표 — KS B 1007 기준
도면 그릴 때 매번 찾아보기 귀찮으니까 자주 쓰는 볼트 호칭별로 정리해 둡니다. 드릴 지름, 자리파기 앤드밀 사이즈, 카운터보어·카운터싱크 치수 전부 넣었습니다.
(단위 : mm)
| 호칭 나사 (Bolt) |
드릴 (d) |
자리파기 앤드밀(D) |
깊은 자리파기(Counter Bore) 앤드밀(D) / 깊이(t) |
카운터싱크(Countersink) 깊이(t) / 각도(A) |
|---|---|---|---|---|
| M3 | 3.4 | 9 | 6.5 / 3.3 | 1.75 / 90° |
| M4 | 4.5 | 11 | 8 / 4.4 | 2.3 / 90° |
| M5 | 5.5 | 13 | 9.5 / 5.4 | 2.8 / 90° |
| M6 | 6.6 | 15 | 11 / 6.5 | 3.4 / 90° |
| M8 | 9 | 20 | 14 / 8.6 | 4.4 / 90° |
| M10 | 11 | 24 | 17.5 / 10.8 | 5.5 / 90° |
| M12 | 14 | 28 | 20 / 13 | 6.5 / 90° |
| M14 | 16 | 32 | 23 / 15.2 | 7 / 90° |
| M16 | 18 | 35 | 26 / 17.5 | 7.5 / 90° |
| M18 | 20 | 39 | 29 / 19.5 | 8 / 90° |
| M20 | 22 | 43 | 32 / 21.5 | 8.5 / 90° |
| M22 | 24 | 46 | 35 / 23.5 | 13.2 / 90° |
| M24 | 26 | 50 | 39 / 25.5 | 14 / 90° |
| M27 | 30 | 55 | 43 / 29 | – / 60° |
| M30 | 33 | 62 | 48 / 32 | 16.6 / 60° |
| M33 | 36 | 66 | 54 / 35 | – / 60° |
마치며
정리하면 결국 이겁니다.
- 면이 평탄하면 → 일반 홀
- 면이 거칠면 → 자리파기로 착좌면 확보
- 볼트 머리를 숨겨야 하면 → 카운터보어
- 얇은 판에서 머리를 숨겨야 하면 → 카운터싱크
구멍 하나 뚫는 것 같지만, 어떤 방식으로 가공하느냐에 따라 체결 신뢰성이 완전히 달라집니다. 도면 작업하실 때 위 규격표 같이 참고하시면 편할 겁니다.